

Gwintowanie stali hartowanej Najlepsze gwintowniki węglikowe do gwintowników ze stali hartowanej M, UNC, BSP
- Opis
Przemysł form i matryc często musi gwintować materiały hartowane, które wymagają specjalnych gwintowników do obróbki stali o wysokiej twardości.
Gwintowniki maszynowe i ręczne węglikowe OPT przeznaczone są do gwintowania stali hartowanej i stali o wyjątkowo wysokiej twardości do 63 HRC.
Standard ISO, standard JIS, standardowy gwintownik węglikowy DIN są dostępne i można je dostosować w krótkim czasie realizacji.
Firma OPT zajmuje się obróbką gwintów w różnych gałęziach przemysłu, zgodnie z rozwiązaniami obróbczymi dopasowanymi do zastosowań klienta, dostarczamy również najwyższej jakości wiertła i rozwiertaki węglikowe do obróbki stali hartowanej.
Zapraszamy do kontaktu z nami w celu omówienia Twojego projektu.
- Typowym zastosowaniem
Materiał narzędzia: Biorąc pod uwagę odporność na zużycie i uderzenia, stosuje się ultradrobne materiały z węglika wolframu o rozsądnej twardości i wytrzymałości, aby zapewnić trwałość gwintowników węglikowych
Geometria: Aby zwiększyć sztywność i zapobiec pękaniu krawędzi, zaprojektowano specjalne kąty natarcia
Długość fazowania: Biorąc pod uwagę stabilność i trwałość narzędzia, długość skrawania w fazowaniu wynosi zwykle 4-5 zębów
Maszyna: Zasugeruj użycie obrabiarki o niskim poziomie wibracji i możliwości wyboru rozsądnej prędkości posuwu, aby uzyskać stabilne gwintowanie
Dolny otwór: Wywierć dolny otwór tak duży, jak to możliwe, w ramach tolerancji gwintu, ponieważ pomaga to zmniejszyć obciążenie momentem obrotowym, a gwintowanie wydłuża żywotność.
Kontrola i pokaz
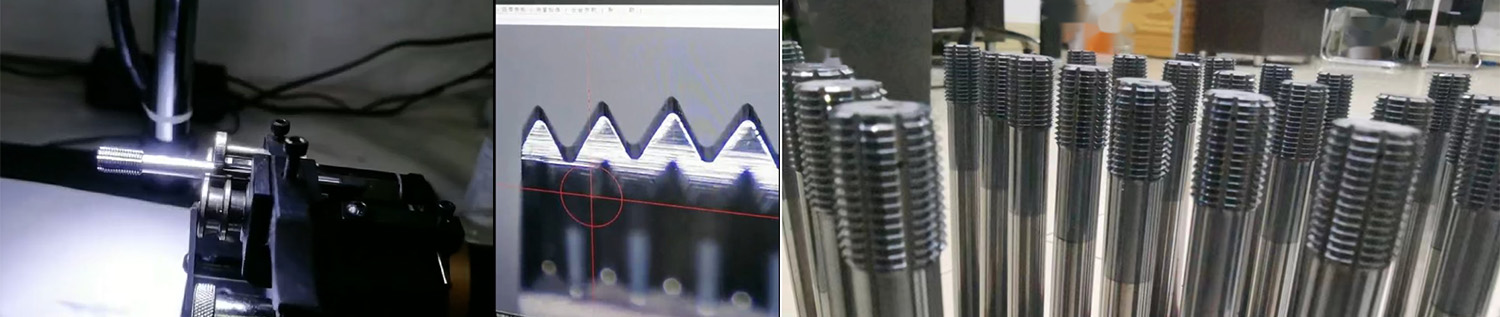
Przed złożeniem zamówienia prosimy o kontakt z naszym działem obsługi klienta przedsprzedażowego:
1. Materiał przedmiotu obrabianego
2. Czy produkt jest poddawany obróbce powierzchniowej po przetworzeniu
3. Wymagania dotyczące dokładności, wielkość miernika przejścia i miernika braku przejścia.
Kategorie produktów
-

Wysokiej jakości, odporna na zużycie średnica polikrystaliczna...
-

Pojedynczy ząb ze stali wolframowej CNC 60 stopni...
-

Frez do gwintów CNC Frez z węglików spiekanych z pojedynczym zębem ...
-

Gwintowniki pełnowęglikowe z rowkiem sprialnym do żeliwa
-

Stojak na pojedynczy ząb ze stali wolframowej CNC 80 stopni...
-
Wysokiej jakości, odporna na zużycie średnica polikrystaliczna...





